|

Долгое время использование СКОПа сдерживалось его высокой влажностью (до 96 %) и необходимостью больших энергозатрат при изготовлении стройматериалов. Разработанные методы сушки материалов токами высокой частоты и горячего прессования изделий позволили частично решить этот вопрос.
На основе СКОПа с добавками (опилки, перлит, зола, антисептики, антипирены, клееканифольная эмульсия, битумная эмульсия и др.) можно получать строительные материалы прочностью от 1 до 10 МПа, плотностью 250 – 1200 кг/м3 и теплопроводностью 0.078 Вт/(м*К) (для плотности 250 кг/м3).
Введение в состав композиции клееканифольной эмульсии в количестве 2% массы сухих компонентов снижает водопоглощение на 35 – 40 %. Обязательными компонентами теплоизоляционного материала являются антисептики и антипирены. Введение в состав композиции 3% салициланилида в виде 8%-ного раствора обеспечивает биостойкость получаемых изделий. Введение добавок аммофоса, диаммония фосфата, дт, дмф и других повышает огнестойкость материала и снижает потери массы при сгорании более чем в 5 раз. Материал, включающий любую из упомянутых добавок, относится к группе трудносгораемых. Теплоизоляционный материал изготавливается по наливной технологии. Его сушка осуществляется конвективным способом в прямоточно-противоточном режиме. Время сушки 24 часа Удельный расход условного топлива составляет 230 кг/м3. При сушке материала токами высокой частоты время сушки снижается в 6 раз, в несколько раз уменьшается расход условного топлива.
Отделочные и конструктивно-теплоизоляционные материалы на основе бумажной макулатуры можно изготовлять методом горячего прессования. При этом состав материала и технология его изготовления не отличается от изготовления теплоизоляционного материала. После разрезки ковра по формату, плиты устанавливаются на поддоне и через загрузочное устройство подаются в пресс горячего формования. Температура, обеспечиваемая прессом должна быть 130 – 140 0С, удельное давление 2.5 МПа, скорость прогрева 1.5 мм/мин, толщина плит 8 – 16 мм. После опрессовки и размыкания пресса плиты направляются на склад, или склеиваются до нужной толщины. Для склейки плит можно применять тот же пресс или пресс холодного прессования.
В отличие от мокрого способа, по которому изготовляются изделия из СКОПа, бумажные отходы измельчаются в молотковой дробилке, а затем смешиваются со связующим (измельчёнными отходами полиэтилена) и с огне- и био- защитными добавками. Полученная смесь формируется по технологии изготовления отделочных плит. Физико-механические свойства изделий изготовленных сухим способом, не отличаются от свойств плит, полученных из СКОПа.
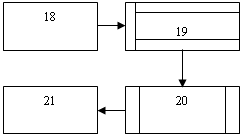
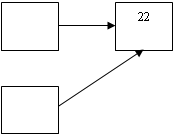
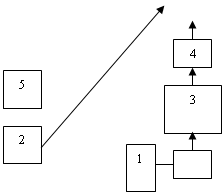
Технологическая схема производства теплоизоляционных плит на основе отходов бумажных фабрик и макулатуры.

10 9
1. Измельчитель спецмакулатуры.
2. Дозатор полимерного связующего.
3. Накопительный бункер для измельчённой спецмакулатуры.
4. Дозатор измельчённой макулатуры.
5. Дозатор антисептика и антипирена.
|